Сначала проверьте
Перед запуском проверьте ремень на предмет необычного состояния или повреждений от износа.
Осмотрите и убедитесь, что провисание нижней части ремня находится в правильном положении.
Если конвейер использует регулировку натяжения, проверьте ее и убедитесь, что натяжение ремня не слишком сильно затянуто.Не превышайте прочность, которую может выдержать лента, за исключением конвейера толкаемого типа.
Проверьте все опорные ролики и убедитесь, что они находятся в хорошем вращающемся состоянии.
Проверьте ведущую/промежуточную звездочку на предмет чрезмерного износа.
Проверьте положение соединения звездочек и ремня, чтобы удалить все предметы, застрявшие внутри.
Проверьте все износные планки и направляющие на наличие необычных или чрезмерных повреждений от износа.
Проверьте приводной и промежуточный валы и убедитесь, что они интегрированы с конвейерной лентой.
Проверьте все позиции, которые требовалось смазать, и убедитесь, что они находятся в нормальных условиях.
Проверьте все позиции конвейерной системы, которые необходимо было очистить.
Значение очистки
При чистке ремня следует избегать использования моющих средств, содержащих едкие компоненты.
Хотя для отмывания грязи эффективно и полезно использовать моющее средство;однако это также может повлиять на пластиковый материал ремня и даже сократить срок его службы.
Серийные изделия с конвейерными лентами HONGSBELT в основном разработаны с учетом легкой очистки и дренажа;поэтому это наиболее правильный способ очистки ремней водой под высоким давлением или сжатым воздухом.
Кроме того, необходимо очистить нижнюю или внутреннюю часть конвейера от грязи и других осколков.Пожалуйста, убедитесь, что машина отключена от питания, чтобы избежать травм.В некоторых случаях при производстве продуктов питания в конвейерную систему попадает размокшая мука, сироп или другие остаточные предметы, что приводит к загрязнению конвейера.
Некоторые загрязняющие вещества, такие как пыль, гравий, песок или стеклобой, также могут повлиять на конвейерную систему и вызвать серьезные проблемы.Таким образом, плановая или периодическая очистка конвейерной системы является важной работой для поддержания оборудования в нормальных условиях.
Обслуживание
Плановый или периодический осмотр конвейера предназначен главным образом для предотвращения некоторых необычных неисправностей и помощи в обслуживании конвейера до возникновения аварийных ситуаций.Как правило, пользователи могут проверить состояние износа путем визуального осмотра и решить, необходимо ли проводить техническое обслуживание или замену или нет.Пожалуйста, обратитесь к разделу «Устранение неполадок» в левом меню для целей обслуживания и замены.
Конвейерная лента имеет определенный срок службы при регулярном использовании;Гарантия на конвейерные ленты HONGSBELT составляет 12 месяцев.После длительного использования ремень изнашивается, прогибается из-за перегрузки или увеличивается расстояние.Любая причина, упомянутая выше, приведет к неправильному зацеплению ремня и звездочек.В это время необходимо провести техническое обслуживание или заменить ремень.
Во время работы конвейера конвейерная лента, износные планки и звездочки будут самопроизвольно изнашиваться.Если на конвейерной ленте возникло истирание, мы рекомендуем заменить ее новыми аксессуарами для ленты, чтобы конвейер работал в нормальных условиях.
Как правило, когда конвейер необходимо заменить на новый ремень, настоятельно рекомендуется одновременно заменить износные планки и звездочки.Если мы пренебрегаем любым из них, это может увеличить повреждение ремня от истирания и сократить срок службы ремня и аксессуаров.
В большинстве случаев конвейерная лента HONGSBELT нуждается только в замене новых модулей ленты в месте повреждения, нет необходимости заменять всю ленту.Просто разберите поврежденную часть ленты и замените ее новыми модулями, и тогда конвейер можно будет легко вернуть в работу.
Безопасность и предупреждение
Во время работы конвейерной ленты существует несколько опасных положений, на которые должны обратить внимание операторы, пользователи и обслуживающий персонал.Особенно ведомая часть конвейера может защемить тело человека или нанести ему вред;поэтому каждый должен заранее пройти соответствующую подготовку и обучение работе с конвейером.Также необходимо обозначить опасные предупреждения и обозначения опасного положения специальным цветом или предупредительными знаками, чтобы предотвратить возникновение случайного риска во время работы конвейера.
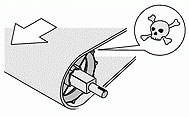
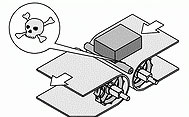
Индикация опасного положения
▼ Положение, в котором ведущая звездочка находится в зацеплении с ремнем.
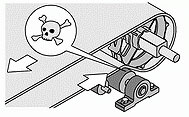
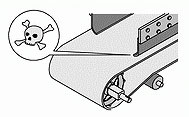
▼ Положение, при котором ролик возвратного пути соприкасается с ремнем.
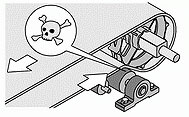
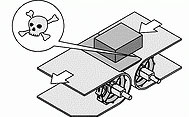
▼ Положение, в котором натяжная звездочка зацеплена с ремнем.
▼ Зазор в позиции передачи между конвейерами.
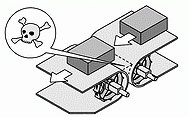
▼ Интервал между конвейерами с передающим роликом.
▼ Интервал между конвейерами с запорной пластиной.
▼ Положение, в котором ремень соприкасается с боковым предохранителем.
▼ Положение радиуса прогиба назад при переноске.
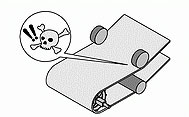
▼ Положение радиуса прогиба назад в обратном направлении.
▼ Положение, в котором край ремня соприкасается с рамой.
Ремень разрывается
| Причина | Метод решения |
| Сбой питания во время транспортировки большого количества продуктов, при повторном включении конвейер быстро запускается с полной загрузкой, сильное тянущее усилие натяжения приводит к разрыву конвейерной ленты. | Снимите переносные изделия с ремня и замените новые модули в поврежденном месте, затем снова запустите систему. |
| Между рамой конвейера и лентой имеются препятствия, например, ослабленный винт или проставки опорных пластин.Это может привести к перегрузке и повреждению конвейерной ленты. | Устраните препятствия и отрегулируйте зазор между рамой конвейера и лентой. |
| Положение радиуса обратного изгиба застряло посторонними предметами в зазоре между пластиковыми модулями ремня. | См. раздел «Радиус обратного изгиба» в главе «Проектирование наклона или наклона». |
| Отклонение хода ремня приводит к возникновению препятствий разрушительного действия, таких как нештатный удар или контакт с крепежными винтами на раме машины. | Полностью проверьте корпус машины и обратите внимание на любое ненормальное ослабление, особенно на крепежных винтах. |
| Стержни выпадают из стопорного отверстия, шарнирные стержни выходят из края конвейерной ленты и заклинивают внутреннюю раму корпуса машины. | Замените поврежденные модули конвейерной ленты, шарнирные тяги и запорные стержни.и тщательно проверьте все ненормальные состояния. |
| Угол радиуса обратного изгиба слишком узок, что приводит к повреждению из-за сжимающего препятствия. | См. раздел «Радиус обратного изгиба» в главе «Проектирование наклона или наклона». |
Плохая помолвка
Носить
| Причина | Метод решения |
| Имеется угловое отклонение рамы конвейера. | Отрегулируйте структуру конвейера. |
| Износостойкие планки не устанавливаются параллельно раме конвейера. | Отрегулируйте структуру конвейера. |
| Не было предусмотрено подходящего расстояния для ширины ленты и боковой рамы конвейера. | См. раздел «Основные размеры» в главе «Спецификация проекта». |
| Среда, в которой работает конвейер, имеет большие изменения температуры при тепловом расширении и сжатии. | См. раздел «Коэффициент расширения» в главе «Спецификация проекта». |
| Центральная звездочка не точно фиксирует центральное положение приводного/промежуточного вала конвейера. | Снимите звездочку с вала и установите ее в точное центральное положение вала. |
| Центральная прямая конвейерной ленты неправильно соединена с центральной звездочкой. | Отрегулируйте конструкцию конвейера для правильного зацепления. |
Необычный звук
| Причина | Метод решения |
| Деформация конструкции конвейера приводит к тому, что ступица звездочки не может правильно зацепиться с конусным пространством под поверхностью конвейерной ленты. | Отрегулируйте приводной/натяжной вал под углом 90 градусов к раме конвейера. |
| На новой конвейерной ленте после литья под давлением на пластиковых модулях остались заусенцы. | Это не повлияет на работу ремня, заусенцы исчезнут после длительного использования. |
| Звездочки и конвейерная лента чрезмерно изношены или сама лента чрезмерно изношена. | Замените новые звездочки или новую конвейерную ленту. |
| Опорное положение конвейерной ленты не использует материал с низким коэффициентом трения для изготовления опорных прокладок. | Замените опорные прокладки, изготовленные из пластика с низким коэффициентом трения. |
| Рама конвейера ослабла. | Проверьте всю раму конвейера и затяните каждый болт. |
| Обнаружены другие предметы, застрявшие в стыковочном зазоре модулей. | Устраните другие предметы и очистите ремень. |
| Из-за изменения температуры конвейерная лента сильно меняет тепловое расширение и сжатие. | Пожалуйста, обратитесь к Температурному диапазону материалов лент и выберите конвейерную ленту, подходящую для применения в конкретном температурном диапазоне. |
дрожать
| Причина | Метод решения |
| Интервал между возвратными роликами слишком велик. | Для регулировки правильного интервала между роликами обратитесь к Таблице провисания цепной линии в главе «Длина и натяжение ремня». |
| Чрезмерный изгиб провисания цепной линии на обратном пути может привести к тому, что угол контакта между положением провисания цепной линии и роликами обратного пути станет крутым.Это приведет к наклонному движению ремня, и натяжная звездочка не сможет плавно поглощать натяжение обратного пути.Ремень будет работать в дрожащем состоянии. | Для регулировки правильного интервала между роликами обратитесь к Таблице провисания цепной линии в главе «Длина и натяжение». |
| Неправильное соединение сменных накладок и прижимных планок может повлиять на работу ремня. | Отрегулируйте или установите прижимные планки.Рельсы на входе в ленту необходимо превратить в перевернутый треугольник. |
| Имеется чрезмерное падение угла положения шарнира между ведущим/промежуточным валом и опорным положением. | См. раздел «Основные размеры» в главе «Спецификация проекта». |
| Радиус обратного изгиба ремня не соответствует конструктивному ограничению минимального радиуса. | См. раздел «Радиус обратного изгиба D» в главе «Проектирование наклона или наклона». |
| Диаметр возвратных роликов или сменных накладок слишком мал;это может привести к деформации изнашиваемых полос. | См. раздел «Ролики возвратного пути» в главе «Поддержка возвратного пути». |
| Натяжение ремня в обратном направлении не полностью совпадает с натяжением ремня в транспортировочном направлении. | Правильно отрегулируйте натяжение, это также может увеличить или уменьшить длину конвейерной ленты. |
| Поворотная конвейерная лента EASECON имеет чрезмерный внутренний радиус. | Правильно отрегулируйте натяжение конвейерной ленты, как указано выше, или сразу замените прижимные рельсы материалом с низким коэффициентом трения, например тефлоном или полиацеталем.Также можно использовать мыльную жидкость или смазку на внутренней кромке прижимных направляющих, верхних износных полосах и нижнем уровне.Этот метод может помочь решить проблему. |
Поверхностные шрамы
| Причина | Метод решения |
| Неосторожное обрезание лезвия оставило на поверхности ремня глубокие шрамы. | Наждачной бумагой поверхность ремня становится гладкой.Если конструкция ремня имеет серьезные повреждения, замените поврежденное место новыми модулями. |
IQF
| Причина | Метод решения |
| Сбои в работе конвейера при запуске процедуры индивидуальной быстрой заморозки, а также застревание ленточных модулей из-за очень низкой температуры, могут привести к сильному натяжению при запуске системы;она намного превышает предел прочности на разрыв, который может выдержать конвейерная лента. | Убедитесь, что система запускается правильно, и замените новые модули в поврежденном месте;затем запустите конвейер в соответствии с правильной процедурой.См. раздел «Низкая температура» в главе «Метод поддержки». |
| Длина ремня слишком коротка, и он разорвется из-за теплового расширения и сжатия. | Пожалуйста, обратитесь к коэффициенту расширения в главе «Технические характеристики конструкции», чтобы рассчитать точную необходимую длину ремня. |
| Широкая площадь контакта между сменными накладками и конвейерной лентой приведет к скоплению льда. | Выбирайте более узкие сменные полоски, чтобы уменьшить площадь контакта, см. раздел «Низкая температура» в главе «Метод поддержки». |
| Большие колебания температуры, связанные с тепловым расширением и сжатием, приведут к деформации и скручиванию рамы конвейера. | При изготовлении цельного конвейера расстояние между узлами соединения продольной рамы должно составлять не менее 1,5 м. |